DC2250CS3
Large DC-CS Machine
Introducing our state-of-the-art DC2250CS3 Large Die Casting Machine—an engineering marvel designed to revolutionize the manufacturing industry. Crafted with precision and efficiency in mind, this powerhouse machine is engineered to cast large and intricate metal parts with unparalleled accuracy and speed.
Contact Shibaura to learn more about our DC 2250 machine!
Machine Die-Locking Force - Metric (Metric Tons)
Tie Bar Clearance Distance (HxW) - Metric (mm)
Injection Speed - Metric (m/sec)
Die Thickness - Metric (mm)
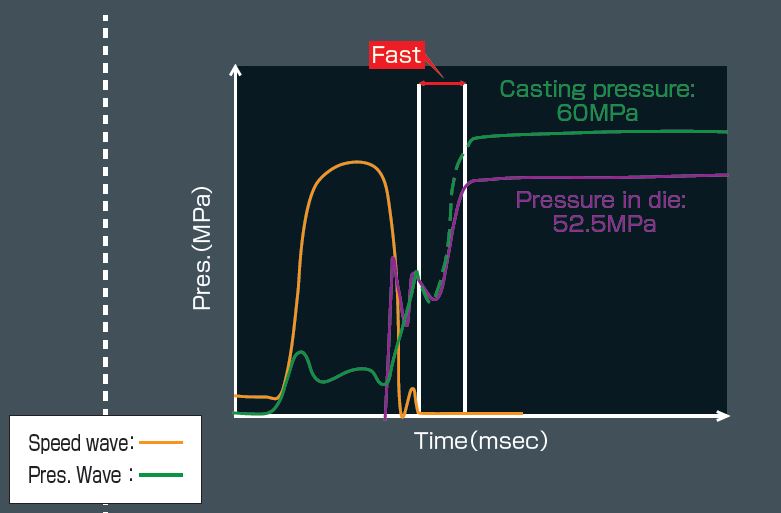
Better Pressure Buildup
Shibaura Machine has succeeded in reducing the pressure buildup time by improving the hydraulic intensification circuit.
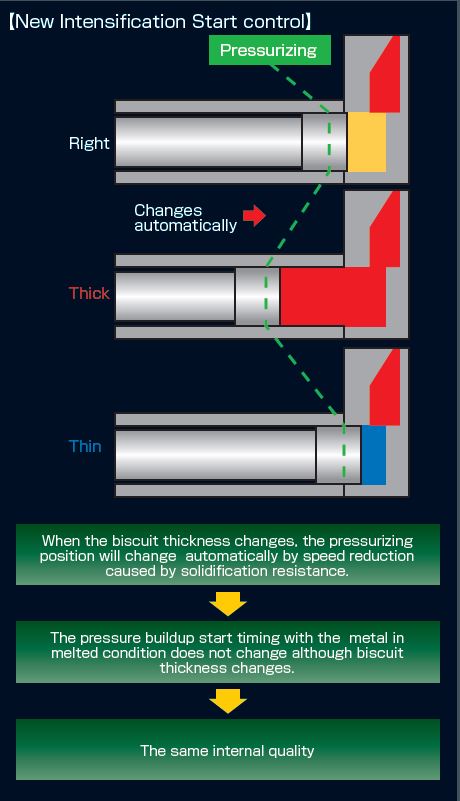
Intensification start control
Compared with the conventional position-based start control, the new control system has been developed to start the intensification always at the same timing even with the ladling volume variation. It is effective in case of higher fast shot speeds and/or using the slowdown control.
Increased Die-Locking Rigidity
While the production bases are getting globalized, even in a different manufacturing environment, the same production efficiency is required as in the main plant.
Based on the know-how obtained from tours of many customers domestic and international, the conventional die-locking rigidity was changed and the new die-locking system that enables high productivity even under harsh environments was developed and put on the R-series.
Controller (TOSCAST-888)
All machine models come with an advanced controller (TOSCAST-888) as a standard feature. Thanks to the large 15-inch screen, the human-machine interface based on ergonomics, the operator’s maintenance/management environments are improved. The multilingual capability and input restriction control are possible to help improve the global production control efficiency.
In addition, it includes as standard the trouble diagnostic functions by the SHIBAURA MACHINE’s own technology, and together with the host communication (optional) helps improve the maintenance ease and production efficiency.
Line display
Besides the standard 48, selected from a list of over 200, items can be viewed on the Line Display, 16 temperature points can be monitored and viewed.
All of these contribute to your quality control and help increase acceptance rate.

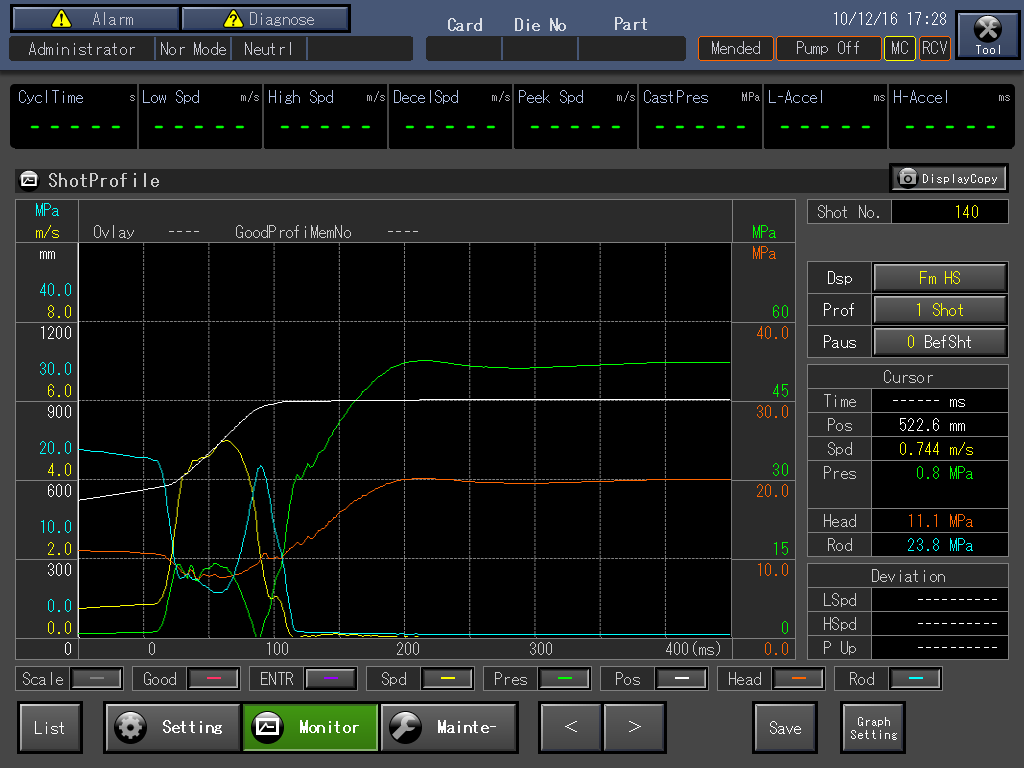
Injection waveform
Possible to view vacuum and position waveform simultaneously.
In addition to the vacuum, a different waveform can be added.
All of these contribute to your casting analysis and help improve your casting technology and acceptance rate.
Password function
Passwords assigned to individuals will limit the pages and information that can be accessed.

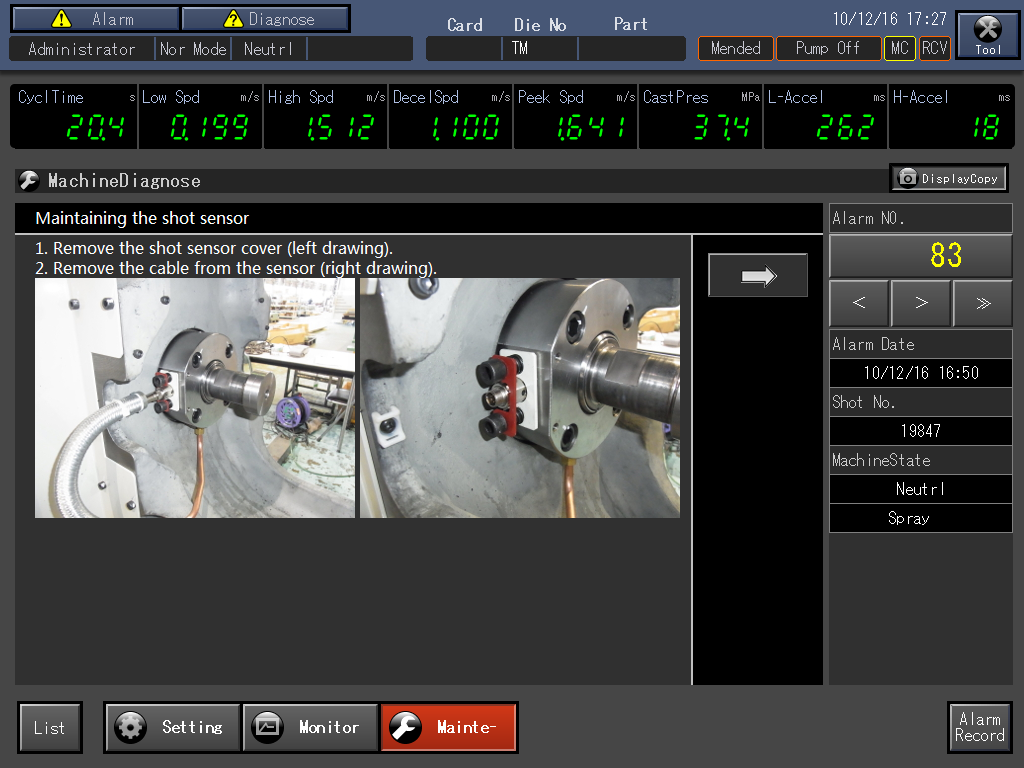
Control alarm occurrence
On alarm occurrence the causes are made visible to save time of restoration. ・On alarm occurrence the causes are indicated including the location (by photograph/drawing), what to check and how to check.
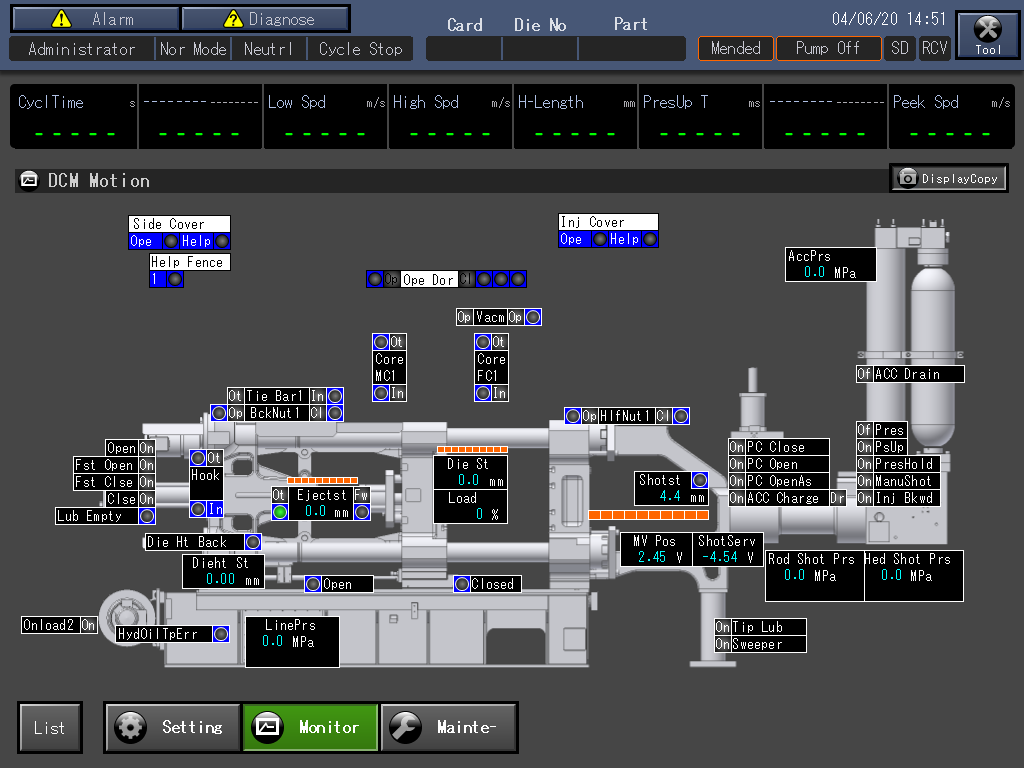
On / Off Status display of the sensors, solenoids, and limit switches
This TOSCAST-888 display shows an operation monitor screen of the die cast machine showing the current ON / OFF status of the sensors, solenoids, and limit switches.
PLC circuit-monitoring function
PLC circuit can be monitored in real time, on TOSCAST screen; effective in trouble shooting.
●This is available on Shibaura Machine's advanced TC200 Sequencer
●Real-time monitoring is possible without connecting to a PC.
●Designations of contacts are written in Japanese or English.
●For safety’s sake the values and/or logic cannot be changed.

Automatic Ladle Device
HIGH ACCURACY LADLE DEVICE
Responsive to the growing needs for the importance of quality control, we have perfected the servo controlled ladle device that has increased the ladling quantity accuracy.
The servomotor drive both for the traveling and pouring axes achieves excellent stop position
accuracy and stable motions.
The use of a timing belt for the upper part of pouring drive transmission, and a double-roller
chain for the lower part achieves a smooth motion.
Maintenance and Trouble shooting are simplified because this device is controlled and monitored by the same control as the machine. This eliminates the need for an additional or external PLC to maintain.

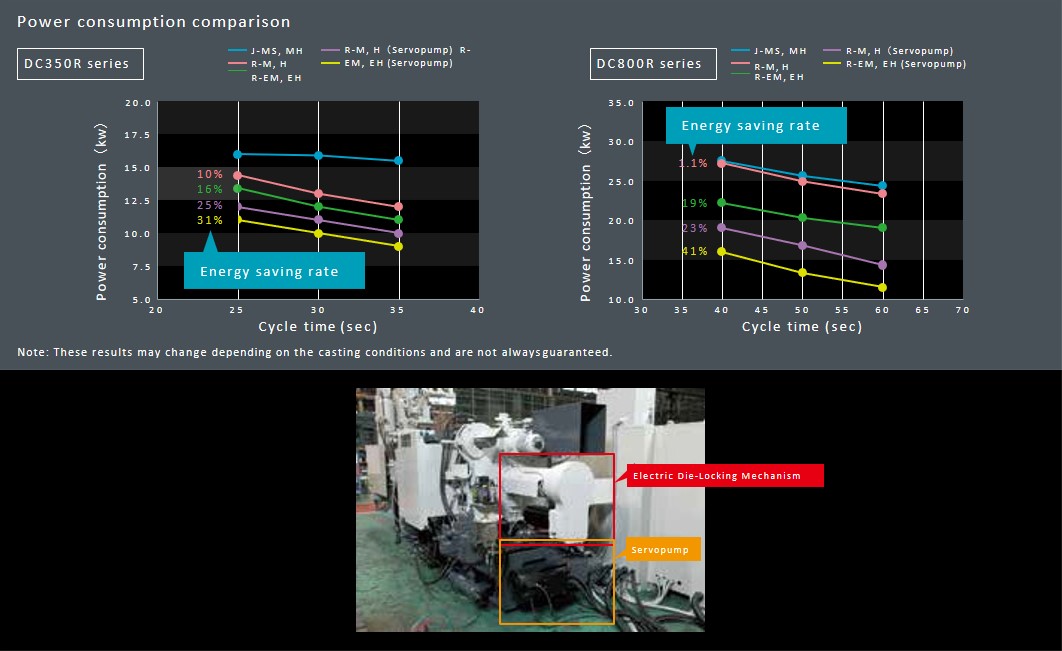
Improvement of Power Consumption
SHIBAURA MACHINE worked on the reduction of the power consumption, which is one of the measures for the environmental activities. Of the R-series, the R-E machine electric die locking system, the hybrid injection, the energy saving circuit, and the optional servo pump can be chosen according to the customer’s needs.
Squeeze Master(SQM-3)
Our Squeeze Master gives full control and high pressure to squeeze targeted location of die tooling of molten metal while solidifying to reduce porosity in a critical location.

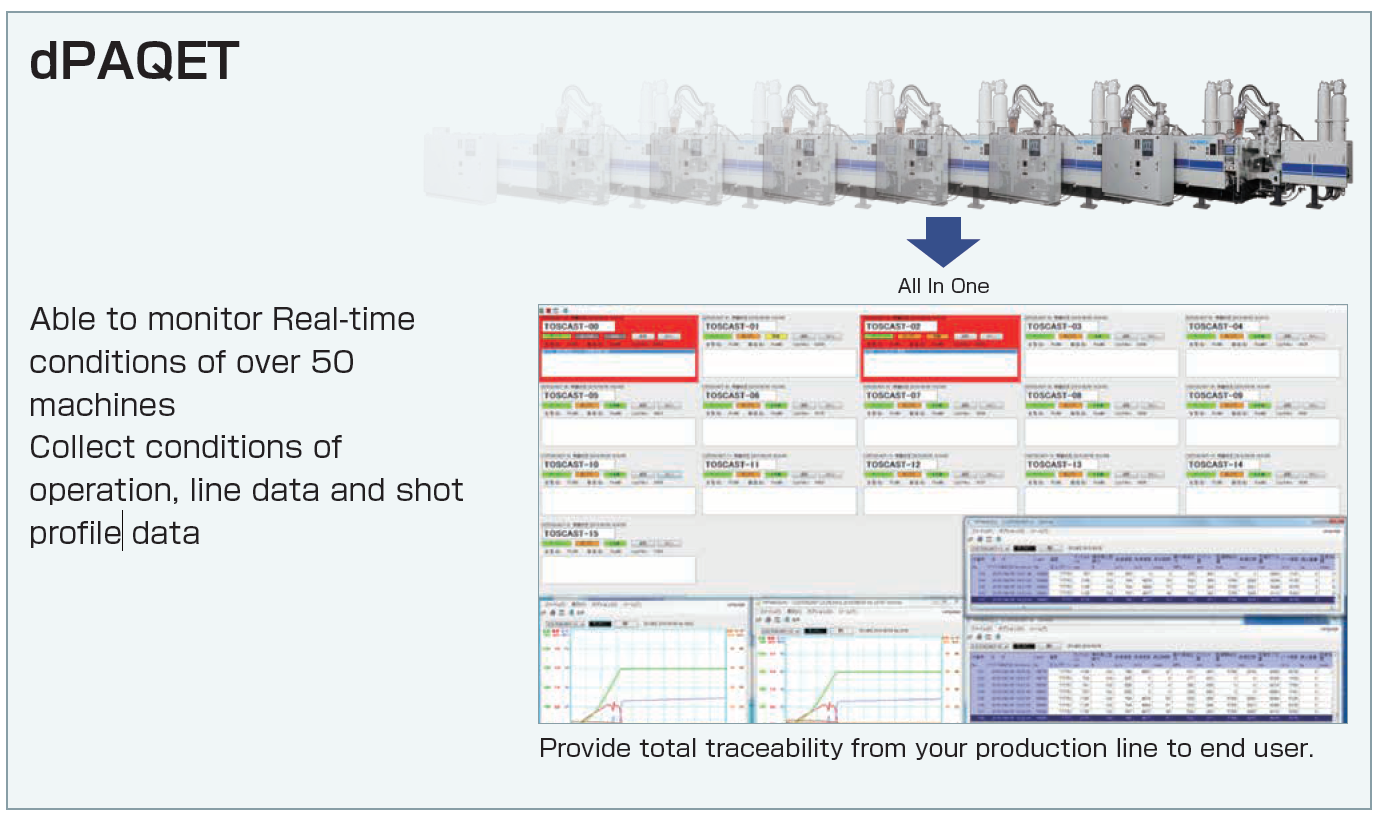
dPAQET
Able to monitor Real-time conditions of over 50 machines. Collect conditions of operation, line data and shot profile data.
Brochure
1.91 mB